
Page 18 - Zmist-n2-2015
P. 18
дить до формування повністю однофазного b-стану (рис. 3, суцільна лінія, i
рис. 2b), але інтенсивність усіх рефлексів є суттєво менша. Подібну різницю між
рентгенограмами охолодженого на повітрі та загартованого у воді сплаву ВТ22
спостерігали раніше за обробки на твердий b-розчин нагріванням у печі [3], але
за цього швидкісного нагрівання утворюються відносно ширші рефлекси, що
свідчить про певну хімічну неоднорідність b-фази. Проте основний вклад у ши-
рину рефлексів вносять інші чинники. Аналіз відмінностей ширини рефлексів
b-фази, отриманої після ШТО, показав, що за гартування у воді їх уширення
пропорційне куту відбиття q, тобто пов’язане з виникаючими під час гартування
мікронапруженнями. За охолодження ж після ШТО на повітрі ця величина про-
порційна секансу кута q, що можна пояснити подрібненням субзеренної будови
–5
b-зерен на області когерентного розсіювання (ОКР), менші за 10 cm, при цьому
передбачається, що кожна з цих областей є однорідно розтягнутою, або стис-
неною, або вигнутою [9, 10]. Іншими словами, зміни в ширині ліній на рентгено-
грамах сплаву ВТ22 після ШТО (як і за пічної обробки [3]), є наслідком різних
фізичних явищ: за гартування у воді – виникненням мікронапружень, а за охоло-
дження на повітрі – зміною розмірів ОКР, що, очевидно, пов’язано з протіканням
в умовах відносно повільного охолодження релаксаційних процесів.
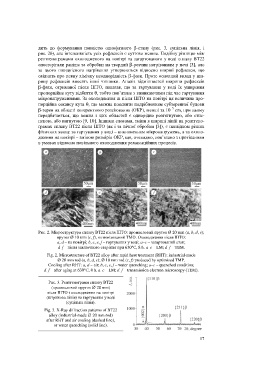
Рис. 2. Мікроструктура сплаву ВТ22 після ШТО: промисловий пруток Ø 20 mm (a, b, d, e);
пруток Ø 10 mm (c, f), оптимізований ТМО. Охолодження після ШТО:
a, d – на повітрі; b, c, e, f – гартування у воді; a–c – загартований стан;
d–f – після заключного старіння при 630°С, 8 h. a–c – LM; d–f – TEM.
Fig. 2. Microstructure of BT22 alloy after rapid heat treatment (RHT): industrial-made
Ø 20 mm rod (a, b, d, e); Ø 10 mm rod (c, f) produced by optimized TMP.
Cooling after RHT: a, d – air; b, c, e, f – water quenching; a–c – quenched condition;
d–f – after aging at 630°С, 8 h. a–c – LM; d–f – transmission electron microscopy (TEM).
Рис. 3. Рентгенограми сплаву ВТ22
(промисловий пруток Æ 20 mm)
після ШТО і охолодження на повітрі
(штрихова лінія) та гартування у воді
(суцільна лінія).
Fig. 3. X-Ray diffraction patterns of BT22
alloy (industrial-made Æ 20 mm rod)
after RHT and air cooling (dashed line),
or water quenching (solid line).
17