
Page 45 - 07
P. 45
деформационный передел литых или даже предварительно деформируемых заго-
товок титана. Снизить стоимость таких деталей можно, совершенствуя техноло-
гию получения как деформируемых полуфабрикатов, так и заготовок для них.
Для изготовления полуфабрикатов используют экономичные методы порошко-
вой металлургии [10]. Однако в структуре спеченных сплавов, в отличие от ли-
тых, присутствует до 5…10% пор. Поэтому необходимы комплексные исследо-
вания для определения возможности применения методов порошковой металлур-
гии совместно с технологиями ИПД для получения компактных титановых полу-
фабрикатов с высокими механическими характеристиками.
Цель работы – установить и проанализировать основные закономерности
изменения структуры и механических свойств титановых сплавов после дефор-
мирования методом ВЭ в зависимости от исходного состояния материала.
Методики и материалы. Испытывали образцы из сплава ВТ1-0 в трех ис-
ходных состояниях: литом, полученных из слитков методом вакуумно-дугового
переплава, деформированном, изготовленных из сортового прутка, а также полу-
ченных по технологии порошковой металлургии из порошка титана марки ПТ5.
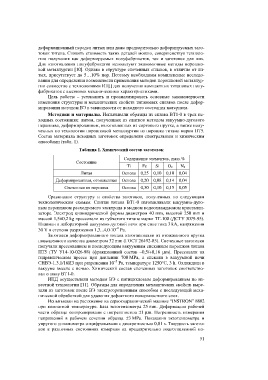
Состав материала исходных заготовок определяли спектральным и химическим
способами (табл. 1).
Таблица 1. Химический состав заготовок
Содержание элементов, mass.%
Состояние
Ti Fe Si O 2 N 2
Литая Основа 0,25 0,10 0,10 0,04
Деформированная, отожженная Основа 0,20 0,08 0,14 0,04
Спеченная из порошка Основа 0,30 0,10 0,15 0,05
Сравнивали структуру и свойства заготовок, полученных по следующим
технологическим схемам. Слитки титана ВТ1-0 изготавливали вакуумно-дуго-
вым переплавом расходуемого электрода в медном водоохлаждаемом кристалли-
заторе. Электрод цилиндрической формы диаметром 40 mm, высотой 250 mm и
массой 1,5±0,2 kg прессовали из губчатого титана марки ТГ-100 (ДСТУ 3079-95).
Плавили в лабораторной вакуумно-дуговой печи при силе тока 3 kА, напряжении
–1
30 V и степени разряжения 1,3...4,0×10 Pа.
Заготовки деформированного титана изготавливали из отожженного прутка
повышенного качества диаметром 32 mm (ГОСТ 26492-85). Спеченные заготовки
получали прессованием и последующим вакуумным спеканием порошков титана
ПТ5 (ТУ У14-10-026-98) (фракционный состав –0,5/+0,16 mm). Прессовали на
гидравлическом прессе при давлении 700 МPа, а спекали в вакуумной печи
–5
СНВЭ-1.3.1/16И3 при разрежении 10 Pа, температуре 1250°С, 3 h. Охлаждали в
вакууме вместе с печью. Химический состав спеченных заготовок соответство-
вал сплаву ВТ1-0.
ИПД осуществляли методом ВЭ с пятицикловым деформированием по из-
вестной технологии [11]. Образцы для определения механических свойств выре-
зали из заготовок после ВЭ электроэрозионным способом с последующей меха-
нической обработкой для удаления дефектного поверхностного слоя.
Испытывали на растяжение на сервогидравлической машине “INSTRON” 8802
при комнатной температуре. База экзотензометра 25 mm. Деформацию рабочей
части образца контролировали с погрешностью ±1 mm. Погрешность измерения
напряжений в рабочем сечении образца ±3 МPа. Показания экзотензометра и
упругого динамометра отцифровывали с дискретностью 0,01 s. Твердость загото-
вок в различных состояниях измеряли на предварительно подготовленной по-
51