
Page 47 - 07
P. 47
спеченном состояниях. В исходном состоянии заготовки имели различные типы
структур – пластинчатую и равноосную. После ИПД винтовой экструзией струк-
тура заготовок существенно изменилась. Средний размер зерен и субзерен после
пяти циклов ВЭ находился в диапазоне 200...500 nm. Установили, что при разном
размере структурных составляющих и даже неодинаковой исходной структуре
(пластинчатой и равноосной) после ИПД структура заготовок имела практически
идентичные параметры без четко просматриваемых границ зерен с фрагментами
деформационного происхождения размером порядка 1 mm (рис. 1d–f).
В спеченной заготовке, кроме измельчения структуры, наблюдали залечива-
ние пор. Размер зерен после пяти циклов деформации находился в диапазоне
1…2 mm, что в 100–150 раз меньше, чем средний размер зерен в исходной заго-
товке (рис. 1c). Заготовка в процессе ВЭ находится в сложном напряженном со-
стоянии, в результате чего под воздействием шаровой компоненты тензора на-
пряжений материал уплотняется, в то время как девятерная составляющая спо-
собствует разрушению [13]. В связи с этим при ВЭ наряду со структурными
изменениями могут одновременное протекать как процессы уплотнения, так и
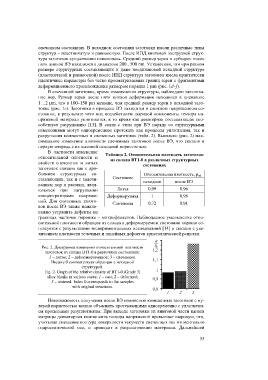
разрушения компактных и спеченных заготовок (табл. 2). Выявлено (рис. 2) мак-
симальное изменение плотности спеченных заготовок после ВЭ, что связано в
первую очередь с их высокой исходной пористостью.
В частности изменение
Таблица 2. Относительная плотность заготовок
относительной плотности и
из сплава ВТ1-0 в различных структурных
свойств спеченных и литых
состояниях
заготовок связано как с дро-
блением структурных со- Относительная плотность, r rel
ставляющих, так и с залечи- Состояние
исходная после ВЭ
ванием пор и раковин, явля-
ющихся при нагружении Литая 0,99 0,96
концентраторами напряже- Деформируемая 1 0,98
ний. Для спеченных загото-
Спеченная 0,72 0,91
вок после ВЭ также немало-
важно устранить дефекты на
границах частичек порошка – микрофлокенов. Наблюдаемое уменьшение отно-
сительной плотности образцов из сплава в деформируемом состоянии хорошо со-
гласуется с результатами экспериментальных исследований [14] и связано с уве-
личением плотности точечных и линейных дефектов кристаллической решетки.
Рис. 2. Диаграмма изменения относительной плотности
заготовок из сплава ВТ1-0 в различных состояниях:
1 – литое; 2 – деформированное; 3 – спеченное.
Индекс 0 соответствует образцам с исходной
структурой.
Fig. 2. Graph of the relative density of BT1-0 (Grade 3)
alloy blanks in various states: 1 – cast; 2 – deformed;
3 – sintered. Index 0 corresponds to the samples
with original structures.
Невозможность получения после ВЭ полностью компактных заготовок с ну-
левой пористостью можно объяснить протекающими одновременно с уплотнени-
ем процессами разуплотнения. При выходе заготовки из винтовой части канала
матрицы девиаторная компонента тензора напряжений превышает шаровую, что,
учитывая смещение контура поверхности текучести спеченных тел относительно
гидростатической оси, и приводит к разуплотнению материала. Дальнейшей
53