
Page 95 - Zmist-n2-2015
P. 95
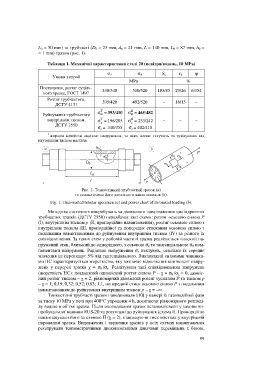
L 0 = 50 mm) та трубчасті (D 0 = 23 mm, d 0 = 21 mm, L = 140 mm, L 0 = 87 mm, h 0 =
= 1 mm) зразки (рис. 1).
Таблиця 1. Механічні характеристики сталі 20 (повітря/водень, 10 МРа)
s Т s В S k e k y
Умови випроб
МРа %
Постачання, розтяг суціль-
330/340 510/520 103/85 29/26 63/54
ного зразка, ГОСТ 1497
Розтяг трубчастого,
395/420 492/520 – 16/13 –
ДСТУ 4131
T B
s = 393/410 s = 465/482
Руйнування трубчастого q q
B
T
внутрішнім тиском, s = 196/205 s = 233/242 – – –
z
z
ДСТУ 2550
s = 340/355 s = 402/418
i
i
* жирним шрифтом виділені напруження, за яких настає текучість та руйнування під
внутрішнім тиском мастила.
Рис. 1. Тонкостінний трубчастий зразок (а)
та силова схема його двовісного навантаження (b).
Fig. 1. Thin-walled tubular specimen (a) and power chart of its biaxial loading (b).
Методика статичних випробувань за двовісного навантаження циліндричних
трубчастих зразків (ДСТУ 2550) передбачає такі схеми: розтяг осьовою силою Р
(І), внутрішнім тиском р (ІІ, пропорційне навантаження), розтяг осьовою силою і
внутрішнім тиском (ІІІ, пропорційне) та попереднє стискання осьовою силою з
подальшим навантаженням до руйнування внутрішнім тиском (ІV) за різного їх
співвідношення. За таких схем у робочій частині зразка реалізується плоский на-
пружений стан, близький до однорідного, з осьовою s z та тангенціальною s q ком-
понентами напружень. Радіальні напруження s r нехтують, оскільки їх середнє
значення не перевищує 5% від тангенціального. Викликаний силовими чинника-
ми НС характеризується жорсткістю, яку визначає відношення компонент напру-
жень у перерізі зразка χ = s q /s z. Реалізували такі співвідношення напружень
(жорсткість НС): поздовжній одновісний розтяг силою Р – χ = s q /s z = 0, двовіс-
ний розтяг тиском – χ = 2, рівномірний двовісний розтяг зусиллям Р та тиском р
– χ = 1; 0,19; 0,32; 0,52; 0,83; 1,1, попередній стиск осьовою силою Р з подальшим
навантаженням до руйнування внутрішнім тиском р – χ = –¥.
Тонкостінні трубчасті зразки наводнювали [10] у камері із газоподібної фази
за тиску 10 МРа у печі при 400°С упродовж 4 h, досягаючи рівномірного розподі-
лу водню в об’ємі зразка. Після охолодження зразок встановлювали у захопи ви-
пробувальної машини ЕUS-20 та розтягали до руйнування (схема І). Пропорційно
навантажували його за схемою ІІ (χ = 2), підвищуючи тиск мастила у внутрішній
порожнині зразка. Видовження і звуження зразків у всіх схемах навантаження
реєстрували тензометричними двоконсольними давачами переміщень з базою,
99